測定基礎知識
1. プロニクスの測定値
再現性がある寸法測定データ
プロニクス測定部は、再現性がある寸法測定データを報告書にまとめ、お客様に提出しています。
再現性とは、同じ要素や要因を条件として整えた場合、再び全く同じ事象が起こる性質をいいます。
これにより、再現可能な実験内容と手順に従って、異なった実験から同じ結果が得られるのなら、実験結果は妥当なものとされ、
その事象は科学的再現性があるとされます。
- プロニクス測定部ではこの性質を利用した測定を行い、お客様から信頼を得ています。
-
…では、プロニクス測定部では、
どのような要素、要因を条件として整えているのでしょうか?
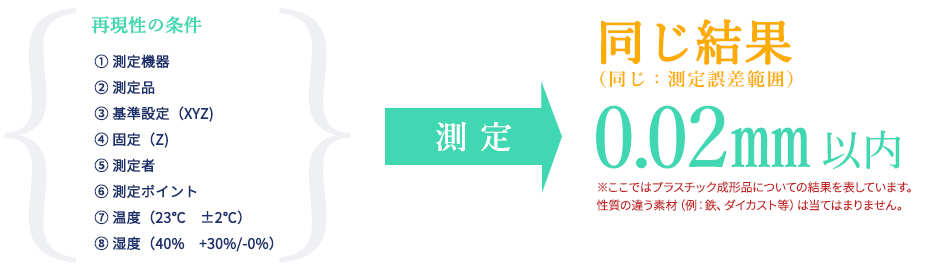
プロニクス測定部では、①~⑧の条件が同じであれば、何度測定しても0.02㎜以内の測定誤差範囲内におさまる事を、
再現性があると呼んでいます。
報告書として提出するデータは全て、再現性があるデータであり、再現性の得られないデータは「参考寸法」として明記し、区別しています。
⑦温度と⑧湿度は上記( )の範囲で管理し、一定に保っています。
※厳密には測定誤差範囲の0.02㎜は測定品によって変化します。
2. 測定点とヘアラインの幅
XY方向と円測定のヘアラインの利用方法
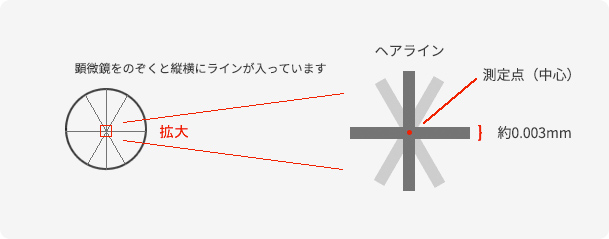
顕微鏡の接眼レンズを覗くと、下記の図のようなヘアラインが見えます。
ヘアラインは測定点をとる為の補助的な役割を果たす十字線のことです。
点は、空間における正確な位置を定義する為に使われる概念で、一切の体積、面積、長さを持たないという性質を持ちます。
ただし取りたい点、つまり測定点を目で見ることは出来ません。
そこで、測定点は0.003mmの幅を持ったヘアラインの中心に位置するという設定にしてあります。
測定の際は、下記の二点に注意して測定を行って下さい。

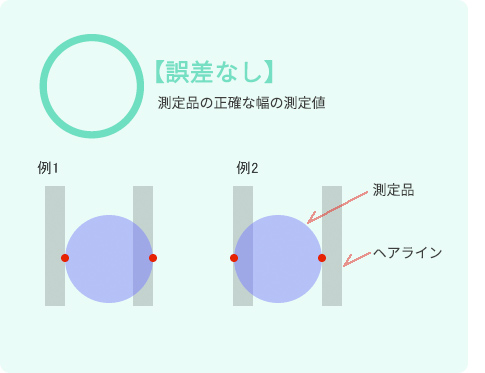
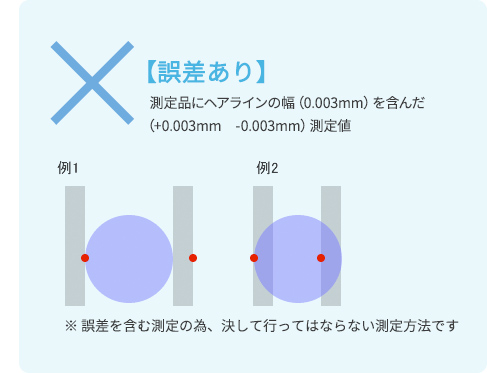

ヘアラインの中心測定点を狙って測定します
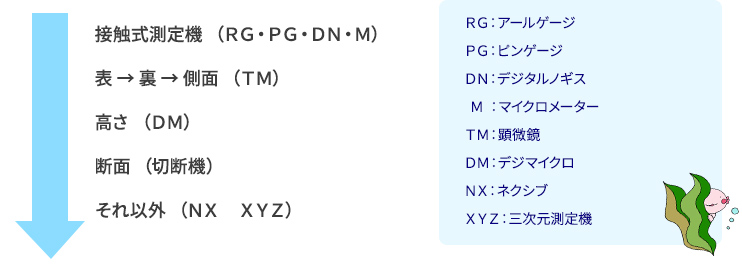
3. 測定計画
計画的に作業を進める
プロニクスでは下記のような計画で測定計画を立ててから測定を開始します。
4. ハンド方式とアライメント方式
アライメントの危険性
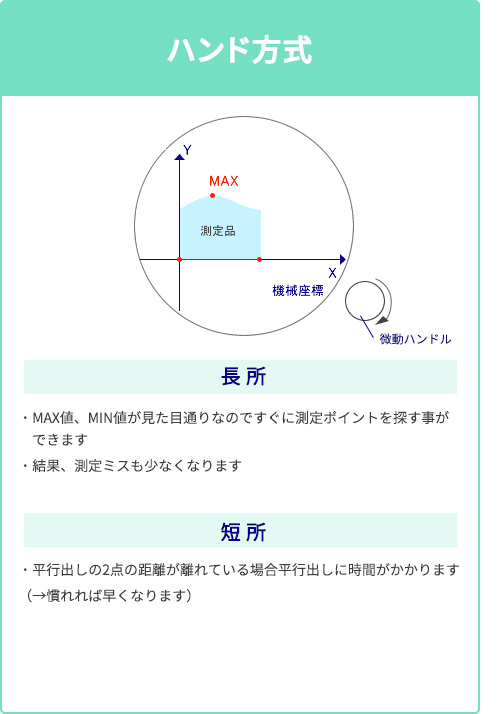
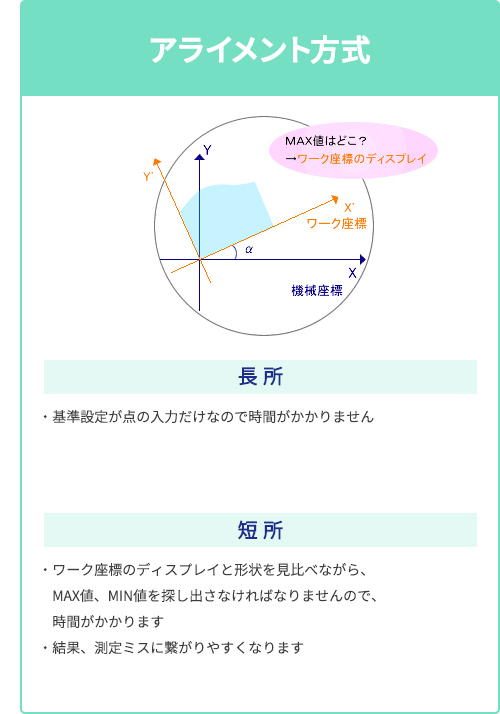
顕微鏡の測定で基準を設定(平行だし)する場合は、ハンド方式とアライメント方式の二通りあります。
ハンド方式とは、アライメント機能を使わず、顕微鏡の回転ステージを微動ハンドルで回転させながら平行出しをすることです。
また、アライメントはアライメント方式とここでは呼ぶことにします。
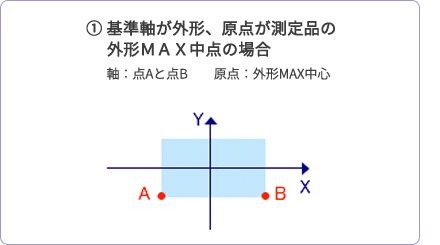
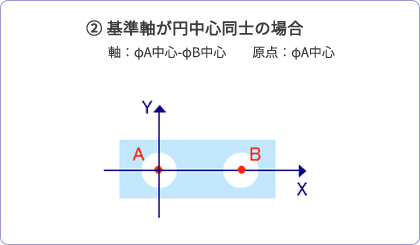
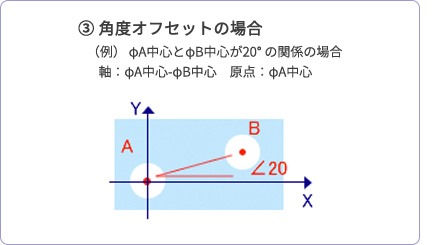
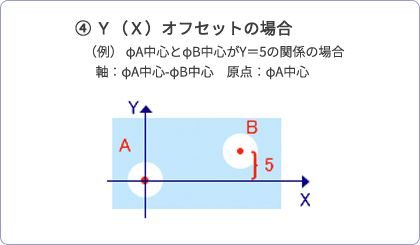
ハンド方式による基準設定の許容誤差範囲
ハンド方式は、アライメントを使用せず、顕微鏡のデータ処理機に内臓されている機械座標に平行または垂直に測定品を設置する方法です…
しかし…測定誤差は必ず出てきますので、範囲内であればハンド方式で基準設定できたこととみなします。
下記の図①~④は、AとBの関係が上記の測定誤差範囲内であればハンド方式で基準設定できたことになります。
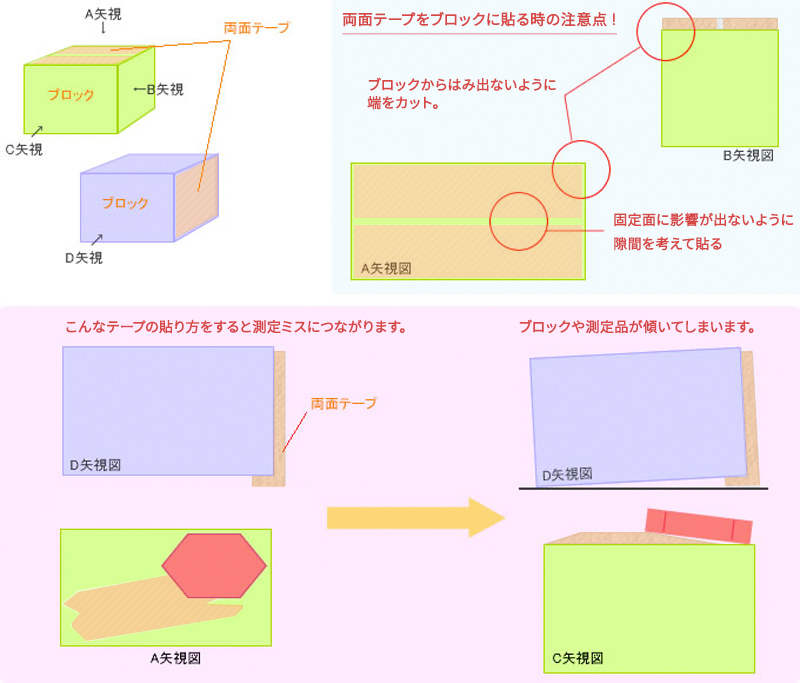
5. 測定品の固定方法
固定方法 基礎
顕微鏡で測定を行う場合は、測定品の固定はとても重要です。
なぜなら、顕微鏡は三次元測定機やNEXIVと違って、面補正機能が付いていないので、
投影図を利用して測定を行う測定機だからです。
つまり、測定品を測定したい状態にステージに置かなければ測定したい長さに狂いがでてしまうのです。
測定したい状態とは、図面の条件に設定するということです。
製品は図面を基本にして作られます。つまり、測定も図面が大前提で測定を行います。
固定する面を決める時は、図面寸法を確認した後に、金型の構造を測定品で確認してから決めます。
※ 面補正とは、Z方向の点(3点以上)をとり、その点の平均値で基準面を作成すること。





金型から抜き出した成形品についた合わせ目のことを指します。
例えば…たい焼きを成形品として思い浮かべてください。
出来上がったたい焼きをよく見ると生地と生地の合わせ目から、生地などがはみ出してしまっているところがありますよね。
生地と生地が合わさっている部分のラインを言います。
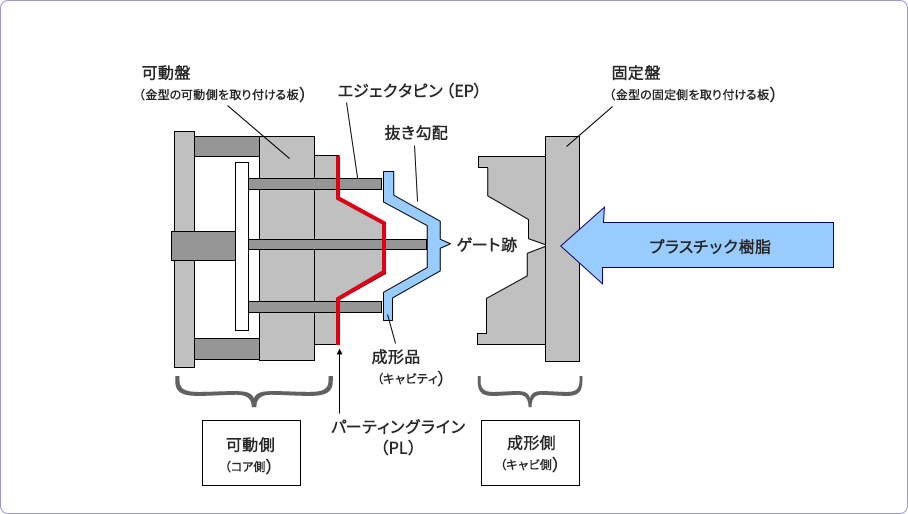
| 樹 脂 |
ゲート |
樹脂が成形品に入る入り口 |
抜き勾配 |
成形品が金型から抜けやすくする為の勾配 |
| 金 型 |
エジェクタピン(EP) |
金型から成形品を取り出す為に押し出すピン |
固定側(キャビ側) |
固定されて動かない金型 |
可動側(コア側) |
成形品を取り出す為に動く金型 |
パーティングライン(PL) |
固定側と可動側の分割面 |
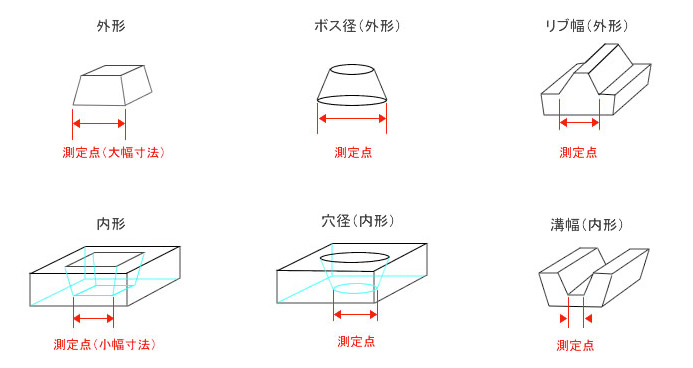
6. 測定ポイントの基本
固定方法 基礎
プロニクス測定部では、プラスチック成形品の測定が7割です。
そのプラスチック成形品の測定ポイントについて紹介します。
プラスチック成形品には必ず抜き勾配が付いています。
抜き勾配とは、成形品を金型から抜き出すときに抜けやすいように付けられた傾斜(角度)のことを言います。
その為、図面では真っ直ぐな形状に見えても、出来上がった成形品の先端と根元では大きさが違います。
では、形状のどこを測定すれば良いのでしょうか?下記の図をご覧下さい。